ALMJ25 Current Sense Resistor
Description
- Proprietary processing technique produces extremely low resistance values
- Very low inductance
- Low thermal EMF
- Metallic Material

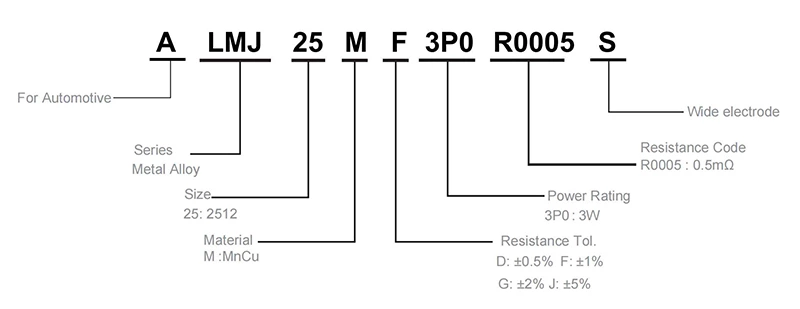
Part Numbering System
|
Parameter
|
Standard
|
|
Power Rating
|
3W
|
|
Resistance Value
|
0.5mΩ
|
|
Operating Temperature Range
|
-55 to +170°C
|
|
Component Temperature Coefficient (TCR)
|
±100 ppm/°C
|
|
Maximum Working Voltage (V)
|
(P x R)1/2
|
| Rating Current | (P x R)1/2 |
Standard Electrical Specifications
|
Type
|
Rating
Power at
70℃
|
T.C.R.
(ppm/℃)
|
Resistance Range(mΩ)
±0.5%(D)
±1.0%(F) ±2.0%(G)
±5.0%(J) |
Meterial
|
Electrode
|
Operating
Temperature(℃)
|
|---|---|---|---|---|---|---|
|
LMJ25
|
3W
|
±100 |
0.5
|
Alloy |
Wide
|
-55~+170°C
|
Resistance Values of the 2512 Series, 2W Resistors
| Standard Resistance Values ( Ω ) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 0ohm | 0.0005ohm | 0.001ohm | 0.002ohm | 0.003ohm | 0.004ohm | 0.005ohm | 0.006ohm | 0.008ohm | 0.01ohm |
| R000 | R0005 | R001 | R002 | R003 | R004 | R005 | R006 | R008 | R010 |
| Manufacturable Resistance Values ( Ω ) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 0.00075ohm | 0.0012ohm | 0.0015ohm | 0.0025ohm | 0.0035ohm | 0.0038ohm | 0.0045ohm | 0.007ohm | 0.009ohm |
| R00075 | R0012 | R0015 | R0025 | R0035 | R0038 | R0045 | R007 | R009 |
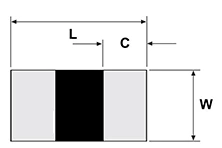
Construction
![]()
Unit: Millimeters
| Style | Resistance (mΩ) |
L | W | C | T | Material |
|---|---|---|---|---|---|---|
| ALMJ25 | 0.5 | 6.4 ± 0.2 | 3.2 ± 0.2 | 2.5 ± 0.2 | 0.9 ± 0.2 | MnCu |
Recommended land pattern
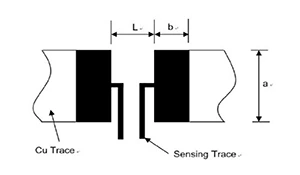
Unit: Millimeters
|
Resistance
Range (mΩ )
|
a | b | L |
|---|---|---|---|
| 0.5 |
4.0±0.1
|
3.1±0.1
|
1.3±0.1
|
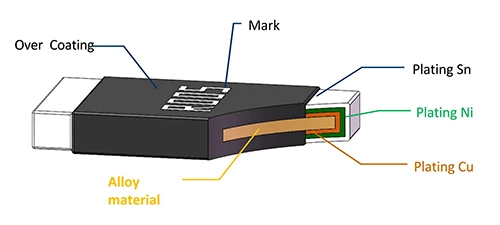
Product structure diagram
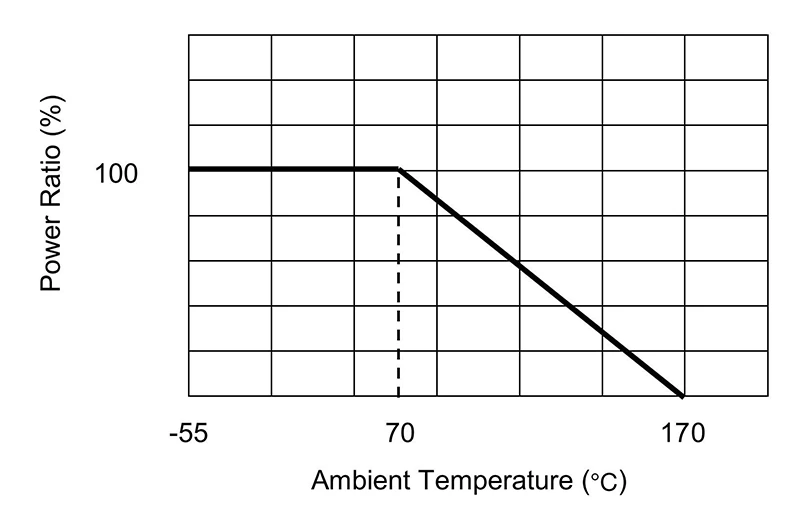
Power Derating Curve
For resistors operated in ambient temperatures 70°C, power rating shall be derated inaccording with the curve above:
Recommended Solder Curve

| Reflow Condition | Pb - Free assembly | |
|---|---|---|
| Pre heat | -Temperature Min (Ts(min)) | 150℃ |
| -Temperature Min (Ts(max)) | 200℃ | |
| -Time (Min to Max) (ts) | 60 - 120 secs | |
| Average ramp up rate (Liquidus Temp (TL)to peak | 5℃/second max | |
| TS (max) to TL- Ramp-up Rate | 5℃/second max | |
| Reflow | -Temperature (TL) (Liquidus) | 217℃ |
| -Temperature(tL) | 60 - 150 seconds | |
| Peak Temperature (TP) | 260℃ | |
| Time within 5℃ of actual peak Temperature (tp) | 20 - 40 seconds | |
| Ramp-down Rate | 5℃/second max | |
| Time 25℃ to peak Temperature (TP) | 8 minutes max. | |
| Wave Soldering | 260℃, 10seconds max | |
| Hand Soldering | 350℃, 5seconds max | |
Product Characteristics
| Item | Test condition/Methods | Limited | Standard |
|---|---|---|---|
| Resistance | Measuring resistance value at room temperature 25℃±5℃ | Refer to Spec | IEC60115-1 4.5 |
| Temperature coefficient of resistance | TCR=(R-R0)/R0(T2-T1)X 10⁶ R0: resistance of room temperature R: resistance of 125℃ T1: Room temperature T2: Temperature at 125℃ |
Refer to Spec | MIL-STD-202 Method 304 |
| Short time Overload | Apply overload for 5 seconds, then measure the resistance change rate after standing for 24 hours. 5 times the rated power for 5 seconds | ≤±0.5% | MIL-R-26E |
| Resistance to Soldering Heat | 260℃±5℃ time: 10sec± 1sec | ≤±0.5% | MIL-STD-202 Method 210 |
| Temperature Cycling | -55℃ (15min)/+150℃(15min), 1000 cycles | ≤±0.5% | MIL-STD-202 Method107G |
| Low temperature Storage | -55±2℃ for 96 hours,No power | ≤±0.5% | MIL-STD-26E |
| High Temperature Storage | 170℃ for 1000hours, No power | ≤±1% | IEC6011501-4.25 |
| Bias Humidity | +85℃, 85%RH, 10%bias, 1000hours | ≤±0.5% | MIL-STD-202 Method103 |
| Solderability | 245±5℃, 3±1sec | At least 95%of surface area of electrode shall be covered with new solder | IEC60115-1-4.17 JIS-C5201-4.17 |
| Operational life | 70℃±2℃, 1000 hours, at rated power 1.5 hours “ON”, 0.5 hours “OFF” |
≤±1% | MIL-STD-202 Method 108 |
| Terminal Strength | Weld it into the bendability test plate, place it on the bending test machine, apply 2.5kg force in the center of the test plate, press 2mm under the load for 60s, and measure the resistance change rate. | ≤±0.5% | JIS-C5201-14.32 |
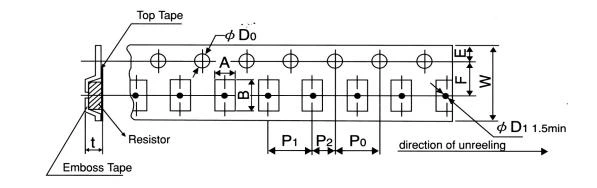
Tapping Package
| Type | Pack | A ±0.2 |
B ±0.2 |
D0 +0.5-0 |
E ±0.1 |
F ±0.05 |
P0 ±0.1 |
P1 ±0.1 |
P2 ±0.1 |
W ±0.2 |
D1 ±0.05 |
T ±0.15 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2512 | Emboss | 3.60 | 6.90 | 1.50 | 1.75 | 5.50 | 4.00 | 4.00 | 2.00 | 12.00 | 1.50 | 1.20 |
Reel Specification
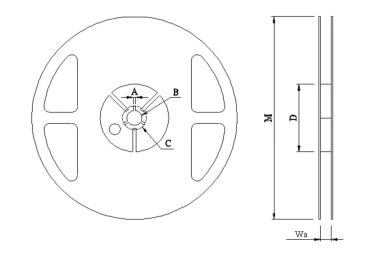
Unit: Millimeters
| Type | A | B | C | D | M | W |
|---|---|---|---|---|---|---|
| 2512 | 2.00±0.5 | 13.50±0.5 | 21.00±0.5 | 60.00±1.0 | 178.00±2.0 | 13.80±0.5 |
Packaging
Quantity: 4, 000pcs
8mm wide tape on 178mm(7 inch)
diameter reel -specification EIA
Standard 481.
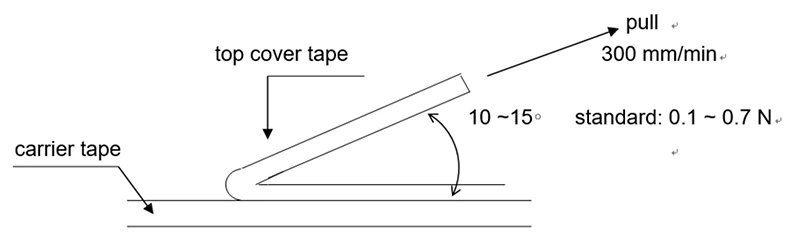
Peel strength of upper belt
Stripping speed: 300 mm / min; The peel force is between 0.1N and 0.7n.
Storage conditions & shelf life
It can be stored for 2 years under closed conditions with temperature of 5 ° C ~ 35 ° C and relative humidity of 40 ~ 75.
Please avoid the following harsh environment during storage to avoid affecting the product performance and solder connectivity: the places with corrosive gases such as sea breeze, Cl2, H2S,NH3, SO2 and NO2 shall be stored without direct sunlight.
Precautions for product use
When measuring the resistance value before welding, a special resistance meter with high precision shall be used. When measuring, a 4-wire probe or fixture must be used. When measuring parts with a wire measuring needle, the 4 measuring needles must indeed contact the parts.
Avoid damaging the protective layer during manual welding or clamping with tweezers.
When the PCB is divided or fixed on the support, be careful to avoid excessive bending causing mechanical stress to the resistor.
It shall be used within the rated power range within the specification, especially when the power exceeds the rated value, which may affect the reliability of the product